电工电气学习网:www.dgdqw.com
关注电工学习网官方微信公众号“电工电气学习”,收获更多经验知识。
 导线与导线的连接、线头与接线桩的连接,事情小,责任大。本文图文并茂,让你清清楚楚看懂!!
导线与导线的连接、线头与接线桩的连接,事情小,责任大。本文图文并茂,让你清清楚楚看懂!!
先一起来看看视频介绍——
导线的连接情况有:
单股铜芯导线的直线连接、T字形连接;
双股线的对接;
多股铜芯导线的直线连接、T字形连接;
不等径铜导线的对接;
单股线与多股线的T字分支连接;
软线与单股硬导线的连接;
铝芯导线用压接管压接;
铝芯导线用压接管压接。

先将两导线芯线线头成X形相交。

互相绞合2~3圈后扳直两线头。

将每个线头在另一芯线上紧贴并绕6圈,用钢丝钳切去余下的芯线,并钳平芯线末端。
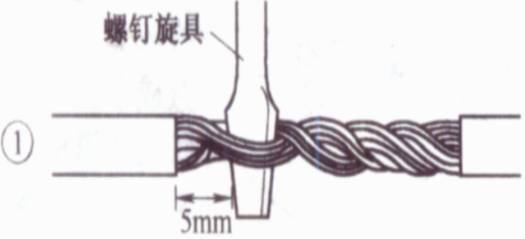
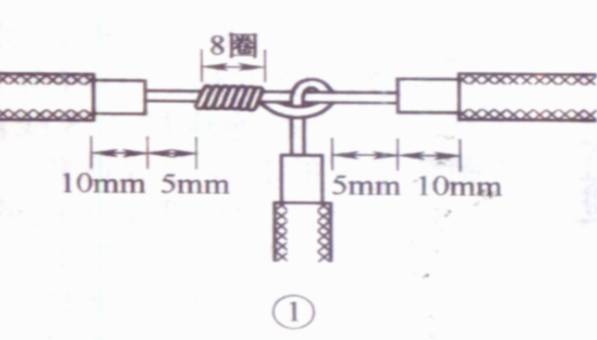 将支路芯线的线头与干线芯线十字相交,在支路芯线根部留出5mm,然后顺时针方向缠绕6~8圈后,用钢丝钳切去余下的芯线,并钳平芯线末端。
将支路芯线的线头与干线芯线十字相交,在支路芯线根部留出5mm,然后顺时针方向缠绕6~8圈后,用钢丝钳切去余下的芯线,并钳平芯线末端。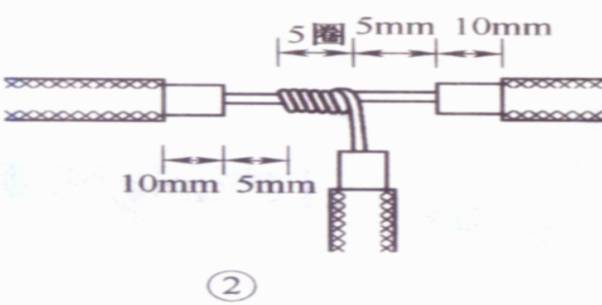 小截面的芯线可以不打结。
小截面的芯线可以不打结。
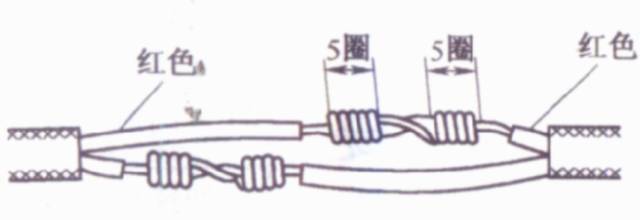 将两根双芯线线头剖削成图示中的形式。连接时,将两根待连接的线头中颜色一致的芯线按小截面直线连接方式连接。用相同的方法将另一颜色的芯线连接在一起。
将两根双芯线线头剖削成图示中的形式。连接时,将两根待连接的线头中颜色一致的芯线按小截面直线连接方式连接。用相同的方法将另一颜色的芯线连接在一起。
以7股铜芯线为例说明多股铜芯导线的直线连接方法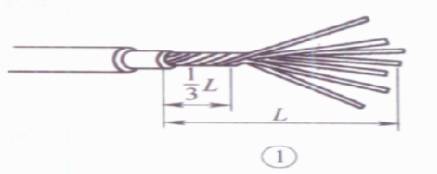
先将剥去绝缘层的芯线头散开并拉直,再把靠近绝缘层1/3线段的芯线绞紧,然后把余下的2/3芯线头按图示分散成伞状,并将每根芯线拉直。
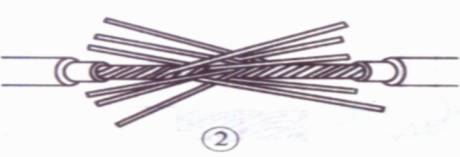
把两伞骨状线端隔根对叉,必须相对插到底。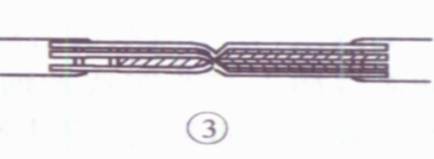
捏平叉入后的两侧所有芯线,并应理直每股芯线和使每股芯线的间隔均匀;同时用钢丝钳钳紧叉口处消除空隙。
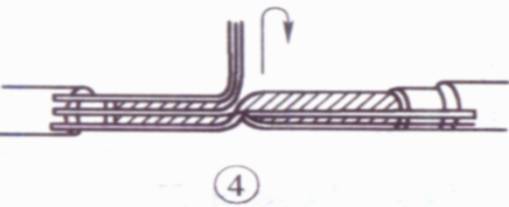
先在一端把邻近两股芯线在距叉口中线约3根单股芯线直径宽度处折起,并形成90°。
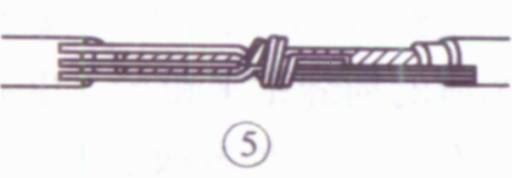
接着把这两股芯线按顺时针方向紧缠2圈后,再折回90° 并平卧在折起前的轴线位置上。
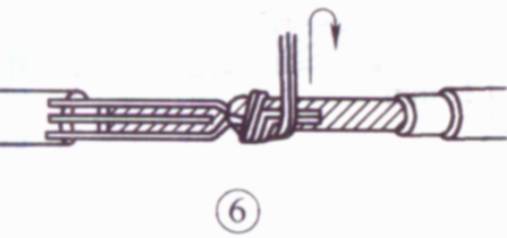
接着把处于紧挨平卧前邻近的2根芯线折成90° ,并按步骤⑤ 方法加工。
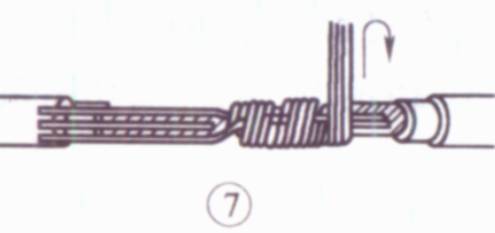
把余下的3根芯线按步骤⑤ 方法缠绕至第2圈时,把前4根芯线在根部分别切断,并钳平;接着把3根芯线缠足3圈,然后剪去余端,钳平切口不留毛刺

另一侧按步骤④~⑦方法进行加工。
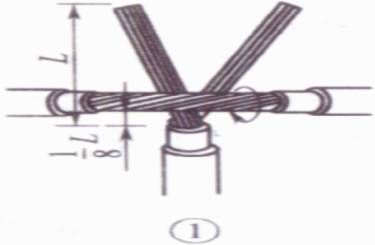
将分支芯线散开并拉直,再把紧靠绝缘层1/8线段的芯线绞紧,把剩余7/8的芯线分成两组,一组4根,另一组3根,排齐。用旋凿把干线的芯线撬开分为两组,再把支线中4根芯线的一组插入干线芯线中间,而把3根芯线的一组放在干线芯线的前面。

把3根线芯的一组在干线右边按顺时针方向紧紧缠绕3~4圈,并钳平线端;把4根芯线的一组在干线的左边按逆时针方向缠绕4~5圈。

钳平线端。

把细导线线头在粗导线线头上紧密缠绕5~6圈,弯折粗线头端部,使它压在缠绕层上,再把细线头缠绕3~4圈,剪去余端,钳平切口。
在离多股线的左端绝缘层口3~5mm处的芯线上,用螺丝刀把多股芯线分成较均匀的两组(如7股线的芯线3、4分)。
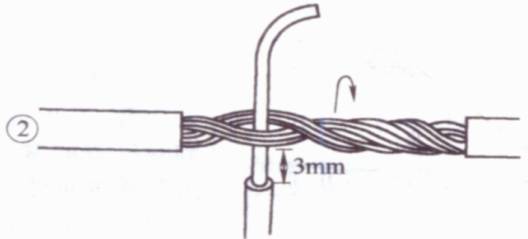
把单股芯线插入多股芯线的两组芯线中间,但单股芯线不可插到底,应使绝缘层切口离多股芯线约3mm的距离。接着用钢丝钳把多股芯线的插缝钳平钳紧。
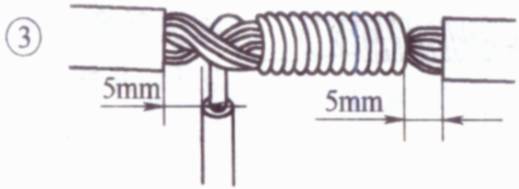
把单股芯线按顺时针方向紧缠在多股芯线上,应使圈圈紧挨密排,绕足10圈;然后切断余端,钳平切口毛刺。
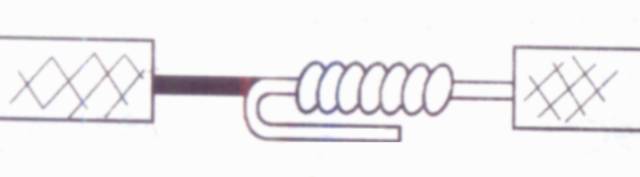
先将软线拧成单股导线,再在单股硬导线上缠绕7~8圈,最后将单股硬导线向后弯曲,以防止绑脱落。
接线前,先选好合适的压接管,清除线头表面和压接管内辟上的氧化层和污物,涂上中性凡士林。
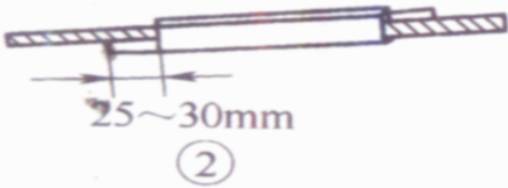
将两根线头相对插入并穿出压接管,使两线端各自伸出压接管25~30mm。
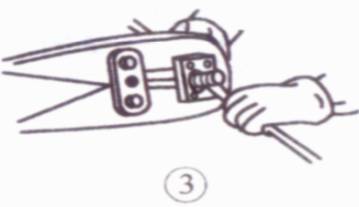
用压接钳压接。
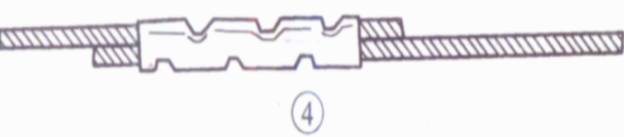
如果压接钢芯铝绞线,则应在两根芯线之间垫上一层铝质垫片。压接钳在压接管上的压坑数目,室内线头通常为4个,室外通常为6个。
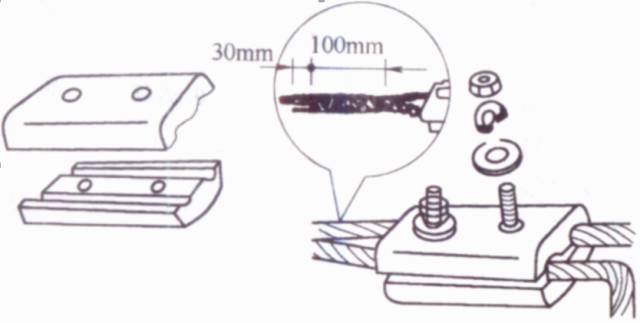
连接前,先用钢丝刷除去导线线头和沟线夹线槽内壁上的氧化层和污物,涂上凡士林锌膏粉(或中性凡士林),然后将导线线卡入线槽,旋紧螺栓,使沟线夹紧紧夹住线头而完成连接。为防止螺栓松动,压紧螺栓上应套以弹簧垫圈。

推荐阅读:电工电线布线方法_家装电线布线标准_家装电线安装方法_明线暗线的布线方法,请点击下面“阅读原文”
本篇文章来源于微信公众号: 电工电气学习